
2001年的销售数据显示:不锈钢销售额占销售额的65%,碳钢管销售额占销售额的34%,随着国民生活水平的上升,建筑楼房也逐渐越来越多,尤其
是人口密集的大城市,高楼大厦更是各式各样,而在人口如此庞大的环境下,日常用水的质量已成为人们的热门话题,大流量的供水更是人们的日
常基本需求,特别是高层住户的供水。那么,什么样的水管才能满足这些要求呢?而要满足以上的使用条件,所需的水管必需要水压大,并且能保
证管道不松脱、不爆裂的管道才可以承受,因为,城市大部分的建筑楼房的楼层都是非常高,而能让这些高楼层的用户长期都能随时用上大流量的
水,同时,还要保证不受水锤震动影响、太阳光线的影响,能承受70年的使用寿命的水管必定不是一般的塑料软管所能承受的,否则在使用15-20年
间,便会出现老化、渗漏,甚至管道结垢、有浑浊水、异味水流入用户家中。


(1)内衬不锈钢复合钢管焊接方法
采用手工电弧焊,对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时
,焊丝采用同E309相同成分的A302焊丝。
(2)焊接程序是。
内衬不锈钢复合钢管焊接设备应满足焊接工艺要求。 并符合有关设备标准的规定。采用手工电弧焊时采用直流电焊机。
(3)焊接要求
内衬不锈钢复合管复材焊缝表面应尽可能与复材表面保持平整,光顺,焊接过渡层时,要在保证熔合良好的前提下,尽量减少基材金属的熔入量,
即降低熔和比。为此应采用较小直径的焊条或焊丝,为较小的焊接丝能量。对接焊缝的余高应不大于1.5mm。
(4)焊后清理
内衬不锈钢复合钢管焊后应仔细清理焊件表面的烛渣,焊瘤飞溅物及其他污物。必要时应对焊缝进行局部修整。焊后清理 完毕,应在基材焊缝附近
的明显部位打上焊工印记以便日后考查。



选用电接点压力表操控运送机两边压下油缸的压力,确保了带钢的平稳运送。(5)选用外控或内控辊式成型。(6)选用焊缝空隙操控设备来确保焊缝空隙满足焊接要求,管径,错边量和焊缝空隙都得到严厉的操控。
内焊和外焊均选用美国林肯电焊机进行单丝或双丝埋弧焊接,然后取得安稳的焊接质量。(8)焊完的焊缝均通过在线接连超声波主动伤仪查看,确保了的螺旋焊缝的无损检测覆盖率。若有缺点。



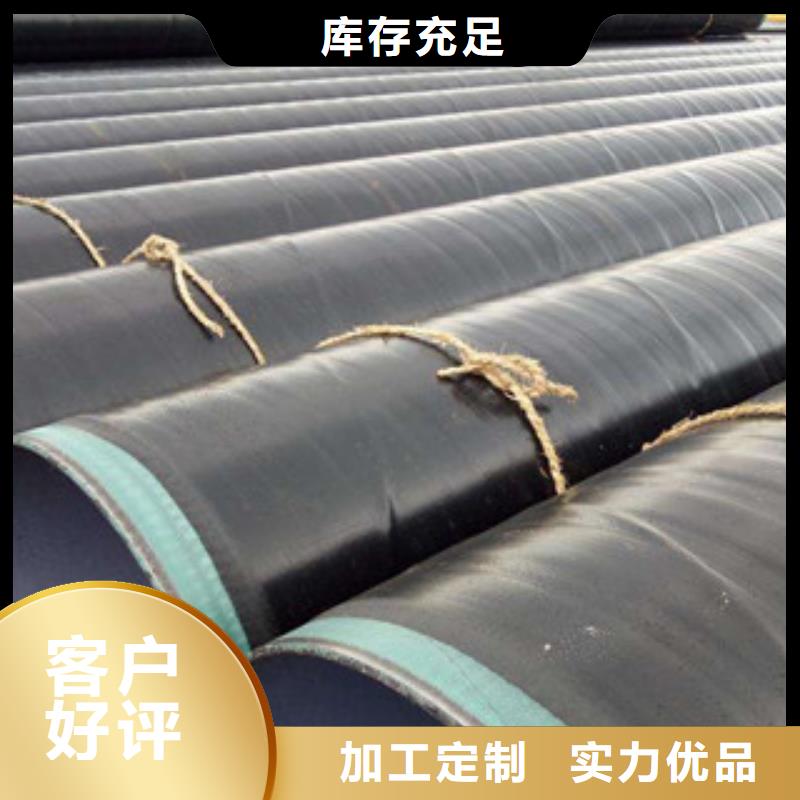
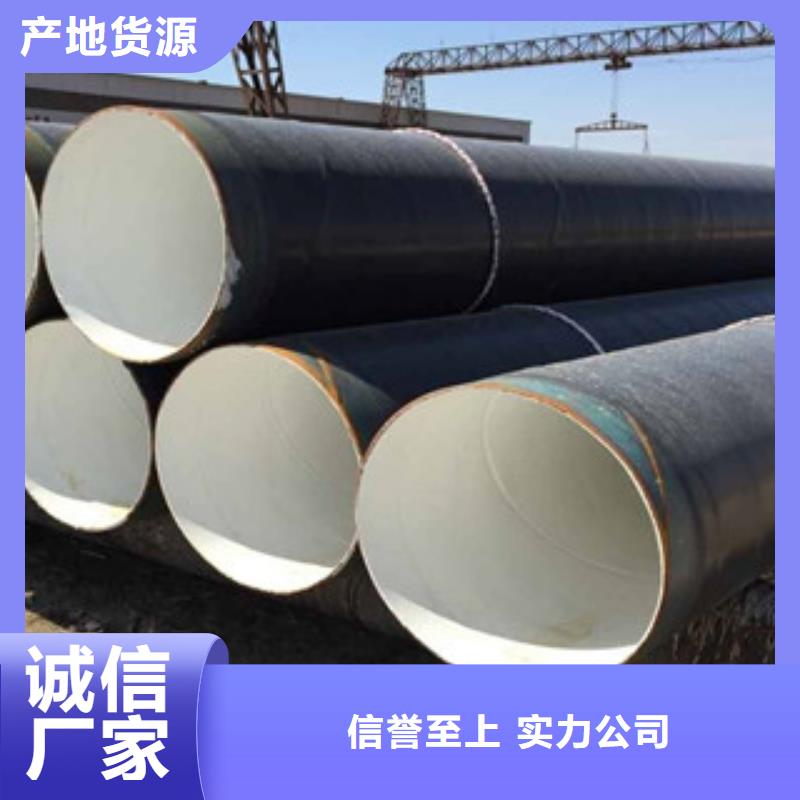
兴昊管道(湖州市分公司)长期经营(浙江湖州) 本地 涂塑复合钢管。公司同时销售(浙江湖州) 本地 涂塑复合钢管。 公司有稳定的下游客户约200余家,销售网络辐射到河北、河南、山东、辽宁、吉林、黑龙江、山西、陕西、江浙、南京、上海等地区。公司在稳中求创新,与时俱进求发展的理念下发展状大,经过短时间的发展,现已初具规格,形成了一支思想正、作风硬、业务精的员工队伍。今后,公司还要在现有的基础上进一步扩大规模,坚持“顾客至上、以信为本”的经营理念,以高质量的产品、更优质的服务,广交更多的四海新朋,愿我们携手共进、共创事业的辉煌!




