




想知道【不锈钢复合管护栏 不锈钢复合管护栏 实力派厂家】产品为何如此受欢迎?观看视频,答案自在其中。
以下是:黑龙江鹤岗【不锈钢复合管护栏 不锈钢复合管护栏 实力派厂家】的图文介绍
俊邦金属材料(鹤岗市分公司)十分重视质量管理,建立了完善,持续,检测体系。多年来以建立起了完善的销售网络,有着丰富实践经验高素质的技术人员组成的销售和技术服务队伍,随时竭诚为广大用户服务;将负责有关 304不锈钢复合管产品的技术服务,技术咨询,销售,此外还可以根据用户的要求定制,设计,制造各种非标准 304不锈钢复合管产品。


对所采取的复层焊接→过渡层焊接→基层焊接的焊接顺序, 原则上可以理解为复层母材的焊接工艺评定与相对应的耐蚀堆焊焊接工艺评定的组合焊接工艺评定, 但需要注意耐蚀堆焊焊接工艺评定的覆盖范围是否满足要求。 不锈钢复合钢管道在基层或复层焊前需要预热时, 预热温度参照相关规范中各种材质的预热温度, 过渡层的预热根据基层或复层材质来确定,当基层和复层都需要预热时, 按预热温度高的一侧执行。 由于焊接工程中杂质受热会分解成 H2O 和 CO2, 在熔池内产生大量的气体, 严重时发生爆裂破坏熔池。 因此, 焊接前应用棉纱将接触层的油、 漆、 垢及氧化层等清理干净, 油污或赃物沾染严重的应用细砂纸打磨, 酒精脱脂, 丙酮清洗,直至露出金属光泽。 焊接前还需对内衬不锈钢复合钢管的基层和复合层进行预热。 均匀的预热一方面可减小焊接应力, 另一方面可降低焊接应变速度, 有利于避免产生焊接裂纹。 预热宜采用电加热方法, 以对口中心线为基准, 两侧各不小于管壁总厚度的 3 倍, 且不小于 50 mm, 并防止过热。



内衬不锈钢复合钢管的焊接顺序为先焊复合层, 后焊基层, 即封焊层→打底焊层→过渡层→填充层→盖面层。 其中的技术措施主要包括以下几点: (1) 管子对焊组对时, 其内壁应齐平, 内壁错边量不宜超过管壁厚度的 10%,且应≤2 mm。 (2) 焊接时, 应尽量采用多层焊, 各焊层焊道的接头应尽量错开。焊道不宜太宽太厚, 以免增加坡口加工量, 焊道成形均匀、 美观。 (3) 点固焊时管内必须充氩, 以保证点固焊焊缝质量。 打底焊时,仰焊位置采用内填丝, 立焊、 平焊位置采用外填丝法进行焊接。 (4) 应在坡口内引弧, 禁止在非焊接部位引弧, 接弧处应保证焊透与熔合, 熄弧时应填满弧坑, 焊接即将结束时, 应减小氩气流量, 防止气压过大使焊缝产生凹陷。 (5) 焊丝不能与钨极接触或直接深入电弧的弧柱区, 防止破坏电弧的稳定和产生夹钨缺陷, 焊丝端部不得退出保护区, 防止焊丝氧化。



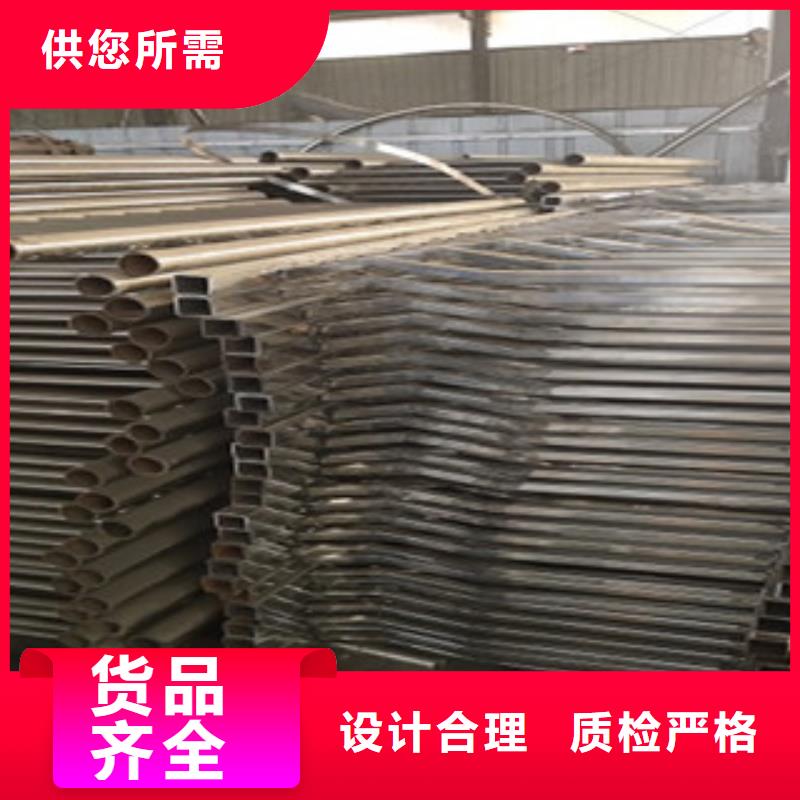
各类环保、限产、产能淘汰消息的流通。“一带一路”限行政策、华北地区环保检查、地条钢淘汰等消息,本次对建筑钢材实际影响力度并不是太大,但市场对于该类消息的 反应是不锈钢厂要减产,卫生级不锈钢管价格要涨价,拿货备货的积极性明显。在这种心态的推动下,卫生级不锈钢管价格上涨有了助推力量。不锈钢/碳素钢复合管是一种新型复合材料,它是由不锈钢带与碳素钢带分别成形、焊接、定径,并使不锈钢带包复在碳素钢管外表面处,使两种材质的钢管形成一个完整、紧密、包复、无间隙的双层钢管,外层不锈钢作为装饰保护层,抗腐蚀能力强,洁净、光亮,内层碳素钢管作为承外载荷的主体。
不锈钢复合管是一般由先进的引进设备、先进的工艺、电脑控制的自动化生产线生产,产品质量稳定,生产效率高,成本低,具有外表豪华、美观、防腐蚀和碳素钢管强度高、刚性好及价廉的特点,是纯不锈钢的替代产品,适用于建筑、装饰等行业。
不锈钢复合管是一般由先进的引进设备、先进的工艺、电脑控制的自动化生产线生产,产品质量稳定,生产效率高,成本低,具有外表豪华、美观、防腐蚀和碳素钢管强度高、刚性好及价廉的特点,是纯不锈钢的替代产品,适用于建筑、装饰等行业。