




想要更直观地了解轧辊钢 304L不锈钢管海量现货直销产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
以下是:重庆轧辊钢 304L不锈钢管海量现货直销的图文介绍
新物通物资(重庆市分公司)是精于 航天液压油缸系列产品的应用研究和开发,致力于广大客户提供专业化和个性化服务的公司。我们专业生产 航天液压油缸等。公司主营产品 航天液压油缸。新物通物资(重庆市分公司)诚始终坚持以“品质是企业的生命”这一理念永续经营,本着“质量至上诚信经营”的经营理念及“用心服务感动客户”的销售理念去赢得客户赢得市场,持续不断为广大客户提供z u i的 航天液压油缸解决方案,勤劳和真诚的我们愿与您携手共进,共赢未来!


1、检查冷轧带肋钢筋外形尺寸是否合乎标准,决定是否更换轧辊。
2、要经常检查导向模、除锈辊及应力辊的磨损情况,定时更换,定期清理散落在设备各处的盘条氧化皮。
3、更换轧辊或轴承后,必须重新调节孔型。润滑剂、冷却液应经常补足。
4、定期检查传动系统的磨损情况,适时更换、维修。
5、须定期为各润滑部位进行清理擦拭,并加注润滑剂。
6、开机前需检查各部件和工作开关是否处于正常工作位置。
7、更换轧辊时,应检查轴承是否失效和轴承内套有否松动,若有异常,应将轴承间隙调小至轧辊能转动,并在轴承内加注足够的耐热钠基润滑脂。8、调节压下时,严禁辊片之间相互接触、顶撞,应调压下辊片,辊片之间应有间隙,否则损坏辊片。
2、要经常检查导向模、除锈辊及应力辊的磨损情况,定时更换,定期清理散落在设备各处的盘条氧化皮。
3、更换轧辊或轴承后,必须重新调节孔型。润滑剂、冷却液应经常补足。
4、定期检查传动系统的磨损情况,适时更换、维修。
5、须定期为各润滑部位进行清理擦拭,并加注润滑剂。
6、开机前需检查各部件和工作开关是否处于正常工作位置。
7、更换轧辊时,应检查轴承是否失效和轴承内套有否松动,若有异常,应将轴承间隙调小至轧辊能转动,并在轴承内加注足够的耐热钠基润滑脂。8、调节压下时,严禁辊片之间相互接触、顶撞,应调压下辊片,辊片之间应有间隙,否则损坏辊片。



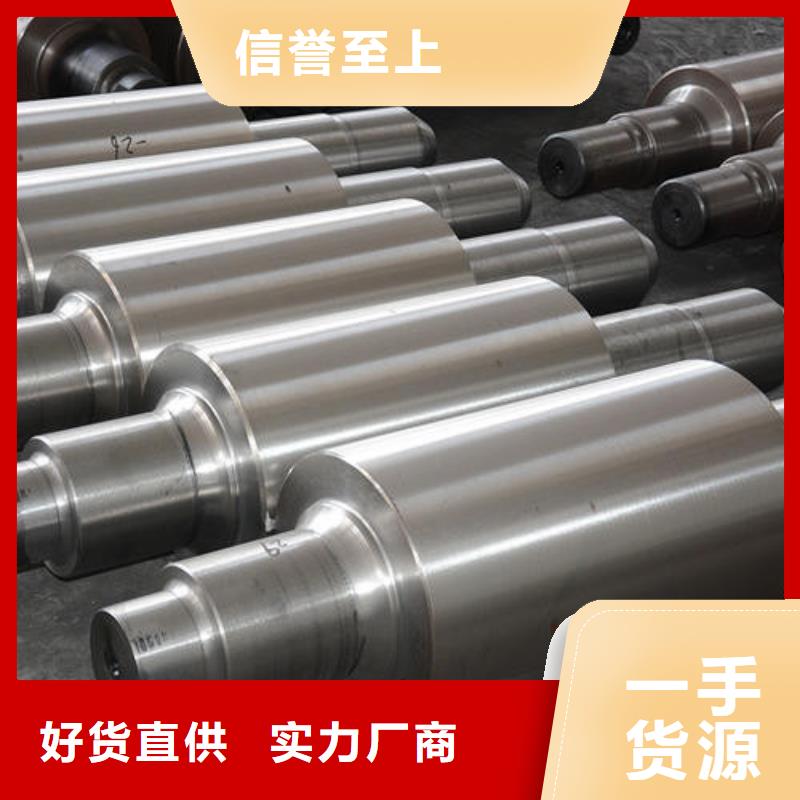
轧辊成型方法
铸造轧辊和锻造轧辊;
铸造轧辊是指将冶炼钢水或熔炼铁水直接浇注成型这一生产方式制造的轧辊种类。
铸造轧辊按材质又可分为铸钢轧辊和铸铁轧辊两类;按制造方法又可分为整体铸造轧辊和复合铸造轧辊两类。
锻造轧辊按材质分类如下:
⑴锻造合金钢轧辊;
⑵锻造半钢轧辊;
⑶锻造半高速钢轧辊;
⑷锻造白口铸铁轧辊。
轧辊损坏原因轧机部件中轧辊的工作条件为复杂。轧辊在制造和使用前的准备工序中会产生残余应力和热应力。使用时又进一步受到了各种周期应力的作用,包括有弯曲、扭转、剪力、接触应力和热应力等。这些应力沿辊身的分布是不均匀的、不断变化的,其原因不仅有设计因素,还有轧辊在使用中磨损、温度和辊形的不断变化。此外,轧制条件经常会出现异常情况。轧辊在使用后冷却不当,也会受到热应力的损害。


(4)半高速钢轧辊具有高速钢轧辊同样性质的淬透性和红硬性。半高速钢轧辊工作层基体上分布着粒状的高硬度MC型碳化物,淬火后的基体组织为回火马氏体,轧辊的耐磨性达到了高铬铸钢轧辊的2倍,但远远不如高速钢轧辊,只适用于棒线材轧机的中轧机架和板带轧机的粗轧机架。
高硼钢轧辊是高性能轧辊,在稳定轧制工艺、提高负差控制水平、提高综合成材率、提高产能及降低工艺成本等指标方面发挥显著作用,在棒材生产线应用性价比高。为了提高棒材厂主体生产车间各类经济技术指标,引入新材料高硼钢轧辊。高硼钢轧辊硬度高,数值在HS75-80,普通轧辊机床加工能力达不到要求,轧辊孔型机加工难度大,制约着高硼钢轧辊在棒材生产线的稳定应用。一是机床刚性不能满足高硼钢轧辊的加工能力,在机加工过程中吃刀抗力大,震动剧烈,直接影响轧辊的加工精度及机床的使用寿命;
高硼钢轧辊是高性能轧辊,在稳定轧制工艺、提高负差控制水平、提高综合成材率、提高产能及降低工艺成本等指标方面发挥显著作用,在棒材生产线应用性价比高。为了提高棒材厂主体生产车间各类经济技术指标,引入新材料高硼钢轧辊。高硼钢轧辊硬度高,数值在HS75-80,普通轧辊机床加工能力达不到要求,轧辊孔型机加工难度大,制约着高硼钢轧辊在棒材生产线的稳定应用。一是机床刚性不能满足高硼钢轧辊的加工能力,在机加工过程中吃刀抗力大,震动剧烈,直接影响轧辊的加工精度及机床的使用寿命;



锻钢轧辊多是整锻的,也有镶套的和组合的。 的整锻和镶套的支承辊直径已达2400~2500mm,辊身长5000~5500mm,重250t。随着轧制速度的日益提高和控制轧制技术的应用,要求锻钢轧辊朝着进一步提高强韧性方向发展。
热处理 锻钢轧辊根据材质和用途的不同,进行不同的热处理。
(1)中碳钢(0.35%~0.65%C)轧辊一般经正火回火或调质处理后用作热轧的初轧辊、粗轧辊和支承辊。在正火回火状态下抗拉强度500~800MPa,在调质状态下为800~1100MPa,硬度约255~325HB。铁素体不耐磨,而且其含量越高,轧辊在轧制过程中粘连程度也越大。因此热轧辊的含碳量规定不小于0.45%。合金元素含量应根据轧辊直径大小和强度要求确定,从而保证足够的强韧性。直径大的支承辊还可以使用差温热处理(支承辊热处理)),处理后的辊身硬度可达HS80。
热处理 锻钢轧辊根据材质和用途的不同,进行不同的热处理。
(1)中碳钢(0.35%~0.65%C)轧辊一般经正火回火或调质处理后用作热轧的初轧辊、粗轧辊和支承辊。在正火回火状态下抗拉强度500~800MPa,在调质状态下为800~1100MPa,硬度约255~325HB。铁素体不耐磨,而且其含量越高,轧辊在轧制过程中粘连程度也越大。因此热轧辊的含碳量规定不小于0.45%。合金元素含量应根据轧辊直径大小和强度要求确定,从而保证足够的强韧性。直径大的支承辊还可以使用差温热处理(支承辊热处理)),处理后的辊身硬度可达HS80。
