


为了让您更地了解我们的钳压式声测管注浆管,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:钳压式声测管注浆管的图文介绍


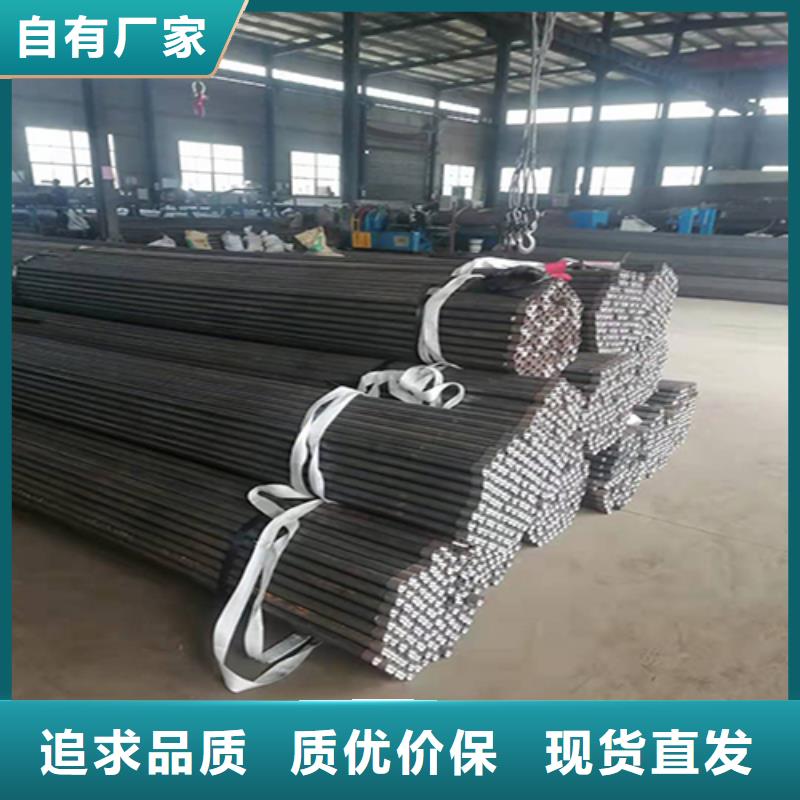
具体内容如下:1、本地外观:用目测和手感检查声测管无毛刺、本地裂缝、本地结疤、本地折叠、本地分层、本地搭焊缺陷、本地划道、本地刮伤、本地焊缝错位、本地烧伤、本地薄的氧化皮。弯度不大于5mm/m2、本地尺寸:外径±1.0%3、本地壁厚:±5%4、本地抗拉强度:(MP)≥315MP5、本地拉伸试验:(伸长率)≥14%6、本地压扁试验:当两压平板间距离为声测管外径的3/4时,应不出现裂纹7、本地弯曲试验:声测管不带填充物,弯曲半径为公称外径的6倍,弯曲角为120°,声测管不出现裂纹8、本地液压试验:声测管两端封口注入水压为5MP时,声测管无渗漏9、本地涡流损伤:声测管焊缝无沙眼、本地裂缝10、本地密封试验:外压P=215S/D无渗漏,接口不变形11、本地内压P=215S/D无渗漏,接口不变形12、本地拉拔试验:在常温下,就应能承受3000N的拉拔力,持续60min连接部分无松动、本地断裂13、本地振动试验:在试验压力1.2MP下,持续10万次振动,接头无渗漏和脱落现象14、本地扭矩试验:扭力距120N.m,持续10min,接头不发生滑移15、本地硬度试验:HRB≥90声测管管壁硬度我公司专业生产声测管,销售声测管,我们的产品经过层层把关,质检,出场,我们都会经过第三方质检。质量符合行业标准。公司坚持不断创新的宗旨,时刻牢记客户至上的原则,努力实现品牌的扩张和企业规模的跳跃!




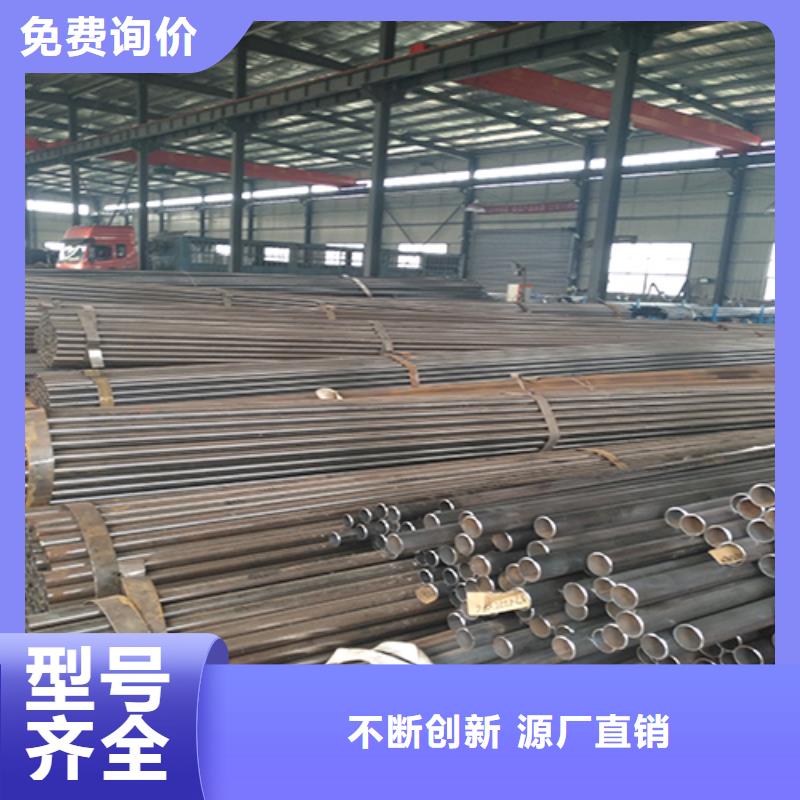
日升昌钢管声测管厂家(漳州分公司)自成立以来,经过5年努力发展由z u i初注册资金10万元固定资产100余万元的小微企业,发展成拥有固定资产500余万元年销售额5000多万元的中型企业。厂家致力于各种【承插式声测管】的研发、生产及销售,成功研发生产出各种【承插式声测管】系列,现已形成工业化生产。


采用全站仪坐标法对钻孔桩桩位放样,埋好声测管后在声测管四周标记。2.钻孔前准备(1)平整场地,围堰筑岛旱地岛面高于地面10~20cm,水中筑岛岛面标高应高于施工水位1.0~1.5m,筑岛顶面面积应满足钻机和吊机行走需要。(2)埋设声测管声测管用6~10mm钢板卷制,声测管直径较钻孔直径大20~25cm,长度视地质条件不同而异,一般采用开挖埋设法,开挖直径应比声测管外径大80~100cm,吊装就位后,对中检查,平面中心位移不大于50cm,保持垂直,用粘土沿四周对称分层填压夯实,声测管的埋深旱地不少于1m,声测管顶面应高于岛面0.2~0.5m,并高于施工水位或地下水位1.5~2.0m,水中墩、附近声测管底应进入河床底不少于0.5m。(3)粘土选备:钻孔前贮备足够数量的粘土,以满足造浆需要,粘土以造浆能力强,粘度大为好。 (4)钻机就位钻机就位对钻孔质量和能否顺利钻进关系重大,就位时应保证管锥中心对准桩位中心,并将钻机支垫牢固。3.钻进(1)泥浆配制分次成孔工艺有自身造浆的功能,不需要在孔外先制备泥浆,可直接往孔内加粘土,通过管锥的冲压作用,自身造浆。施工中,每工班至少测定两次泥浆性能。(2)开孔为保证钻孔能顺利进行,须对声测管底孔壁进行处理,开孔时,不要急于进尺,在声测管底1m范围内,多填粘土,用直径50cm实心钻头反复冲挤以加固声测管底孔壁,声测管底孔壁加固好后,即可进行小管锥钻进。






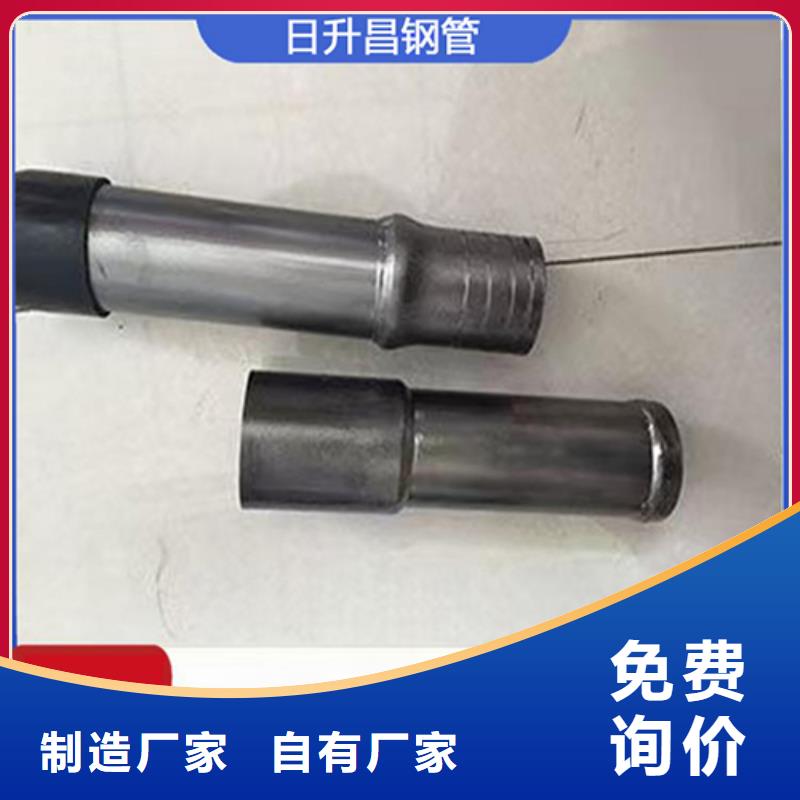
声测管连接方式有许多中,目前常见的主要有、当地和连接。如果从连接方便角度考虑的话肯定是和是为方便的,只要通过液压钳压紧就可以了,但是主要是针对薄壁声测管,主要是针对厚壁的,由于管子的两端提前都扯好扣型了,只要拧紧就可以了。声测管连接不如以上两种方便,但是成本却比以前两种稍微便宜一些,在连接的时候需要进行焊接。具体选用哪种连接方式一定要根据项目部的设计要求。声测管有几种连接方式?声测管连接方式有钳压式,螺旋式,套筒式:钳压式钳压式声测管用专用液压钳连接、当地不需工地以外的准备工作、当地不需任何设备、当地简便快捷(比传统的方法快5倍)、当地容易固定于钢筋笼架、当地不受恶劣天气的影响。第二:螺旋式螺旋式声测管,利用丝扣、当地螺旋接头然后使用管钳拧紧、当地完成成品螺旋式声测管。第二:套筒式套筒式声测管,利用大管套小管这种连接方式,更省时省力





声测管外观打磨技术要点:1、基础,对声测管进行目测检验,如焊缝是否有漏焊,焊穿,焊点深浅不均匀,偏离接缝太远,局部凹陷,对接不齐,是否有较深划痕,碰伤,严重变形等在本工序无法补救的缺陷,如果有上述缺陷应返回上道工序修整。如果无上述缺陷,进入打磨工序。2、粗磨,用砂带在三面上往返磨削声测管,去掉工件焊接留下的焊点,以及在上步工序出现的碰伤,达到焊口圆角初步成型,水平面和垂直面基本无大划痕,无碰伤,经此步工序后声测管的粗糙度应能达到R0.8mm。3、半精磨,用砂带按照前面往返磨削工件的方法中磨声测管的三面,主要是对前面工序出现的接缝进行修正以及对粗磨后产生的印痕进行进一步的细磨,对前面工序留下的印痕要反复磨削,达到工件表面无划痕,基本变亮。本工序表面粗糙度应能达到R0.4mm。4、精磨,用砂带主要是对前步工序出现的细小纹线的修正磨削,磨削方法与上同。本工序要达到的目标是磨削部分与声测管未磨削部分的接缝基本消失,工件表面进一步光亮,通过本工序磨削后的声测管要基本接近镜面效果,工件表面粗糙度应能达到R0.1mm。
