



以下是【止水铜片_沥青麻筋优选原材】的现场实拍视频,让您更好地了解产品的优点和特点不容错过。
以下是:【止水铜片_沥青麻筋优选原材】的图文介绍

广硕橡塑制品有限公司(台州分公司)科技先进、文明、勇于创新、服务社群、信誉至上、精益求精为经营方针,热忱欢迎社会各界新老用户选用我公司的【遇水膨胀橡胶止水带】产品。 我们以优良的品质,崇高的信誉和无微不至的服务赢得众多赞誉。今天,我们继续秉承这一优良传统,并不断发扬光大。在未来的岁月里,我们将以诚恳的态度接受各界友人和广大客户提出的宝贵建议,以感谢万千的热情,衷心感谢社会各界给予的支持和厚爱。


铜片止水带的安装流程:
1、固定止水带的砼界面保持平整、干燥,安装前界面浮渣尘土及杂物,止水铜片的衔接根据施工图的规定,采取折叠、咬接或搭接,搭接长度不应小于20mm,咬接或搭接应采取双面焊,焊工需考试合格,焊接作业必须在递交试焊样品报请监理人批准后方可施焊。  用钢钉或胶粘将止水条固定在已确定的安装部位。但必须将有注浆管的面按放在原砼界面上。已埋入先浇混凝土块体内的止水片,应采取措施防止其变形移位和撕裂破坏,且止水片必须高出先浇块表面以上不少于20cm。大仓面浇筑中仓内伸缩缝止水片,应在混凝土浇筑前架设在预定位置上,并用钢筋等将其固定,不得因混凝土卸料或振捣发生移位。在浇筑混凝土时,应止水片周围混凝土料中的大粒径骨料,并确保混凝土浇筑质量。  
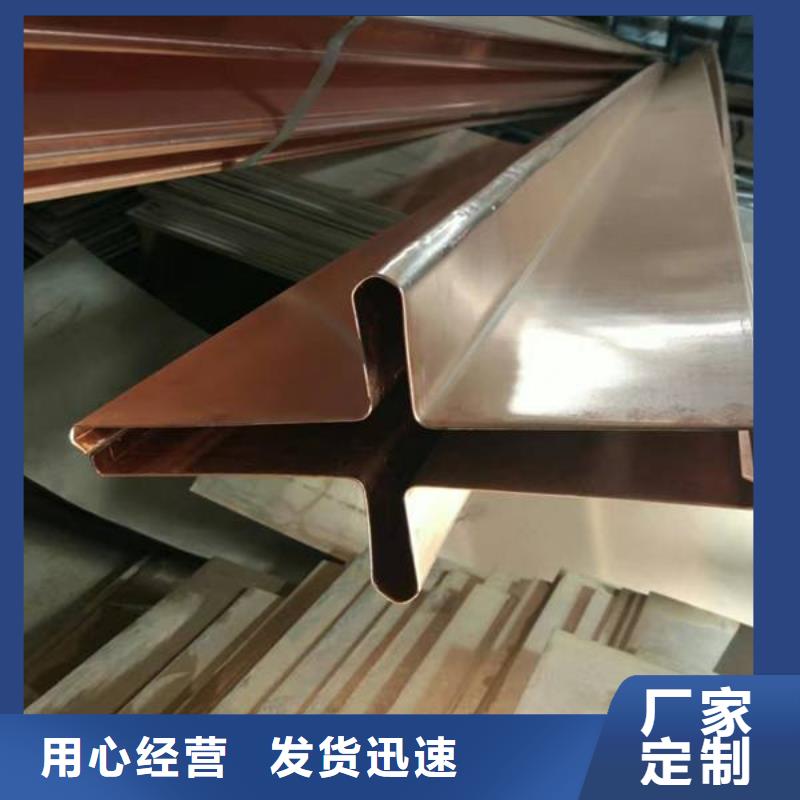
2、 止水条连接时采用平行搭接方法,紫铜止水铜鼻子内浇沥青柱前,预先放置一根在沥青里煮透的麻丝。在浇沥青柱的过程中,采取多次多层浇的方法,使沥青柱浇得比较密实,在浇沥青时速度要尽可能快,缩短层与层之间的间隔时间。止水铜片的“十”字接头和“T”字形接头在现场加工时,应严格控制焊接质量。 
3、根据所安装止水条的长度在约三十米处装设三通一处,三通直线两端约为一头插入止水条内,一头插入注浆连接管内,另一丁字端头应插入备用注浆内,以备缝隙渗漏水时注化学浆止水使用。
4、必须将所连接的止水条中的注浆连接管与三通联接件牢固粘结,必须保证所安装的止水条的注浆管完全通畅。安装好的止水片应加以固定和保护;对止水附近的混凝土应采取可靠措施确保浇筑质量,防止形成渗漏通道。 安装在三通上的备用注浆管,应放入内墙方向内。
1、固定止水带的砼界面保持平整、干燥,安装前界面浮渣尘土及杂物,止水铜片的衔接根据施工图的规定,采取折叠、咬接或搭接,搭接长度不应小于20mm,咬接或搭接应采取双面焊,焊工需考试合格,焊接作业必须在递交试焊样品报请监理人批准后方可施焊。  用钢钉或胶粘将止水条固定在已确定的安装部位。但必须将有注浆管的面按放在原砼界面上。已埋入先浇混凝土块体内的止水片,应采取措施防止其变形移位和撕裂破坏,且止水片必须高出先浇块表面以上不少于20cm。大仓面浇筑中仓内伸缩缝止水片,应在混凝土浇筑前架设在预定位置上,并用钢筋等将其固定,不得因混凝土卸料或振捣发生移位。在浇筑混凝土时,应止水片周围混凝土料中的大粒径骨料,并确保混凝土浇筑质量。  
2、 止水条连接时采用平行搭接方法,紫铜止水铜鼻子内浇沥青柱前,预先放置一根在沥青里煮透的麻丝。在浇沥青柱的过程中,采取多次多层浇的方法,使沥青柱浇得比较密实,在浇沥青时速度要尽可能快,缩短层与层之间的间隔时间。止水铜片的“十”字接头和“T”字形接头在现场加工时,应严格控制焊接质量。 
3、根据所安装止水条的长度在约三十米处装设三通一处,三通直线两端约为一头插入止水条内,一头插入注浆连接管内,另一丁字端头应插入备用注浆内,以备缝隙渗漏水时注化学浆止水使用。
4、必须将所连接的止水条中的注浆连接管与三通联接件牢固粘结,必须保证所安装的止水条的注浆管完全通畅。安装好的止水片应加以固定和保护;对止水附近的混凝土应采取可靠措施确保浇筑质量,防止形成渗漏通道。 安装在三通上的备用注浆管,应放入内墙方向内。




铜止水规格是铜含量、以及宽度、厚度、软硬态及物理特性的一种表现形式,包括但不限于;T2、T2R、T2M、T2-Y2、T2M、T3-Y2、T3M、T2-Y3 、软态、半硬紫铜止水等。用T表示,即T2与T3,T2铜含量≥99.8%,T3铜含量≥99.7%。铜软硬态,M表示铜硬度状态为软态,抗拉强度≥205MPa,延伸率为30%;Y2为半硬态,抗拉强度≥245MPa,延伸率为≥8%。 
铜止水规格
1.执行标准GB2059-2008;
2.厚度:0.5-14mm;
3.宽度:200-1000;
4.长度:1000-3000;
5.抗拉强度不小于205Mpa;
6.伸长率不小于20%;
7.化学成分和物理性能应满足GB/T2059-2008《铜及铜合金带材》的规定;
8.符合 标准(GB2040-2008)《铜及铜合金板材》中的相关要求。
热轧是紫铜片止水带生产中铸锭开坯的主要手段。充分利用紫铜片止水带在高温条件下具有优异的塑性这一特点,从而以较小的轧制力实现较大程度的变形。热轧的铸锭一般由半连续、连续铸造或铁模铸造提供。铸锭规格的选择应考虑产品的品种、规格、生产规模、轧机设备条件及铸造方式等。铸锭的厚度一般与轧辊的直径之比为1:(3.5~7),同时不超过轧机的开口度;在设备、工艺条件允许的情况下增大铸锭的厚度,可以提高生产效率和成品率。铸锭宽度通常等于或数倍于成品宽度,并适当考虑宽展量及切边量;一般铸锭宽度还应控制在轧辊长度的80%以内。铸锭的长度在满足终轧温度及辊道长度的条件下,尽量增加铸锭的长度,以提高生产效率和成品率。
铜止水规格
1.执行标准GB2059-2008;
2.厚度:0.5-14mm;
3.宽度:200-1000;
4.长度:1000-3000;
5.抗拉强度不小于205Mpa;
6.伸长率不小于20%;
7.化学成分和物理性能应满足GB/T2059-2008《铜及铜合金带材》的规定;
8.符合 标准(GB2040-2008)《铜及铜合金板材》中的相关要求。
热轧是紫铜片止水带生产中铸锭开坯的主要手段。充分利用紫铜片止水带在高温条件下具有优异的塑性这一特点,从而以较小的轧制力实现较大程度的变形。热轧的铸锭一般由半连续、连续铸造或铁模铸造提供。铸锭规格的选择应考虑产品的品种、规格、生产规模、轧机设备条件及铸造方式等。铸锭的厚度一般与轧辊的直径之比为1:(3.5~7),同时不超过轧机的开口度;在设备、工艺条件允许的情况下增大铸锭的厚度,可以提高生产效率和成品率。铸锭宽度通常等于或数倍于成品宽度,并适当考虑宽展量及切边量;一般铸锭宽度还应控制在轧辊长度的80%以内。铸锭的长度在满足终轧温度及辊道长度的条件下,尽量增加铸锭的长度,以提高生产效率和成品率。


焊接点的上锡数量焊接点上的焊锡数量不能太少,太少了焊接不牢,机械强度也太差。而太多容易造成外观一大堆而内部未接通。焊锡应该刚好将焊接点上的元件引脚全部浸没,轮廓隐约可见为好。注意烙铁和焊接点的位置初学者在焊接时,一般将电烙铁在焊接处来回移动或者,这种方法是错误的。
虚焊较难发现,可用镊子元件引脚轻轻拉动,如发现摇动应立即补焊电烙铁的基本使用方法电烙铁是电子焊接中常用的工具,作用是将电能转换成热能对焊接点部位进行加热焊接,其是否成功很大一部分是看对它的操控怎么样了,因此某种角度上来说电烙铁的使用依靠的是一种手法感觉。
正确的方法是用电烙铁的搪锡面去焊接点,这样传热面积大,焊接速度快。4.焊接后的检查焊接结束后必须检查有无漏焊、虚焊以及由于焊锡流淌造成的元件短路。一般来说,电烙铁的功率越大,热量越大,烙铁头的温度也就越高。
虚焊较难发现,可用镊子元件引脚轻轻拉动,如发现摇动应立即补焊电烙铁的基本使用方法电烙铁是电子焊接中常用的工具,作用是将电能转换成热能对焊接点部位进行加热焊接,其是否成功很大一部分是看对它的操控怎么样了,因此某种角度上来说电烙铁的使用依靠的是一种手法感觉。
正确的方法是用电烙铁的搪锡面去焊接点,这样传热面积大,焊接速度快。4.焊接后的检查焊接结束后必须检查有无漏焊、虚焊以及由于焊锡流淌造成的元件短路。一般来说,电烙铁的功率越大,热量越大,烙铁头的温度也就越高。

