


联系我们

H型钢_焊管支持大小批量采购
更新时间:2026-05-03 19:45:58 ip归属地:陕西,天气:阴转晴,温度:8-25 浏览次数:12 公司名称: 万弗莱钢(陕西省分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | H型钢_焊管供应范围覆盖陕西省 西安市、宝鸡市、咸阳市、延安市、汉中市、榆林市、铜川市、商洛市、安康市、渭南市等区域。 |




总经理付涛携全体员工愿与新老客户朋友本着诚实守信、互惠互利原则,以真诚的心架起彼此合作的桥梁,互相支持,共同发展,为 精轧螺纹钢行业的美好明天而共同努力。


国际上,H型钢的产品标准分为英制系统和公制系统两大类。美、英等国采用英制,中国、日本、德国和俄罗斯等国采用公制,尽管英制和公制使用的计量单位不同,但对H型钢则大都用4个尺寸表示它们的规格,即:腹板高度h、翼缘宽度b、腹板厚度d和翼缘厚度t。尽管世界各国对H型钢尺寸规格大小的表示方法不同。但所生产的产品尺寸规格范围及尺寸公差相差不大H型钢可用焊接或轧制两种方法生产。焊接H型钢是将厚度合适的带钢裁成合适的宽度,在连续式焊接机组上将翼缘和腹板焊接在一起。焊接H型钢有金属消耗大、不易保证产品性能均匀、尺寸规格受限制等缺点。因此,H型钢以轧制方法生产为主。在现代化的轧钢生产中,使用 轧机轧制H型钢。



注意事项
1、您在采购过程中,如果您和销售专员约定自提的,办好手续后,直接派车装车即可.
2、如需我公司运输,我们有一支的物流团队可以为您服务,给你找到价格合理,快捷的车辆。
3、关于途中的时间,我们很难确定,它受制于路程、路况,以及司机原因,所有这些我们是不可控的,因此您要在订货前留足途中时间,我们给出的时间仅供参考。
4、在货物到达目的地您一定要先验货再付运费,如发现规格不全或数量短少,应及时和我们联系,作为供货方和货运方我们也将全力协助您处理此事。
镀锌H型钢
造成此次断崖式下跌的主要原因与需求和环保限产等因素有关。目前建筑钢材需求由旺季转向淡季,需求逐渐转弱。而今年环保限产政策也出现了变化,取消 了“一刀切”,限产力度低于去年同期。从高炉开工率可以看出差异,目前百家中小企业高炉开工率为78.2%,而去年同期是73.9%。同时,市场心不足 也是重要因素。此外,期现贴水存在修复的需求,11月份螺纹钢现货跌幅高于期货跌幅,实现了一定修复。
镀锌H型钢价格
5月12日发展改革委发布了2017年钢铁煤炭去产能实施方案,2017年将退出粗钢产能5000万吨左右。截至5月底,已压减粗钢产能4239万吨,实现年度目标任务的84.8%。根据《京津冀及周边地区2017年大气污染工作方案》中的相关规定,2017年11月15日至2018年3月15日(采暖季)期间目前钢铁产量和订单,与打击“地条钢”有很大关联。“地条钢”指的是以废钢铁为原料、经过感应炉等熔化、不能有效地进行成分和控制生产的钢及以其为原料轧制的钢材。



H型钢计算理论重量公式如下:
截面面积=(h-2t)*tw+2bt=(580-2*14)*12+2*280*14=144.64cm。
理论单位重量=144.64*1*0.785=113.54kg/m。
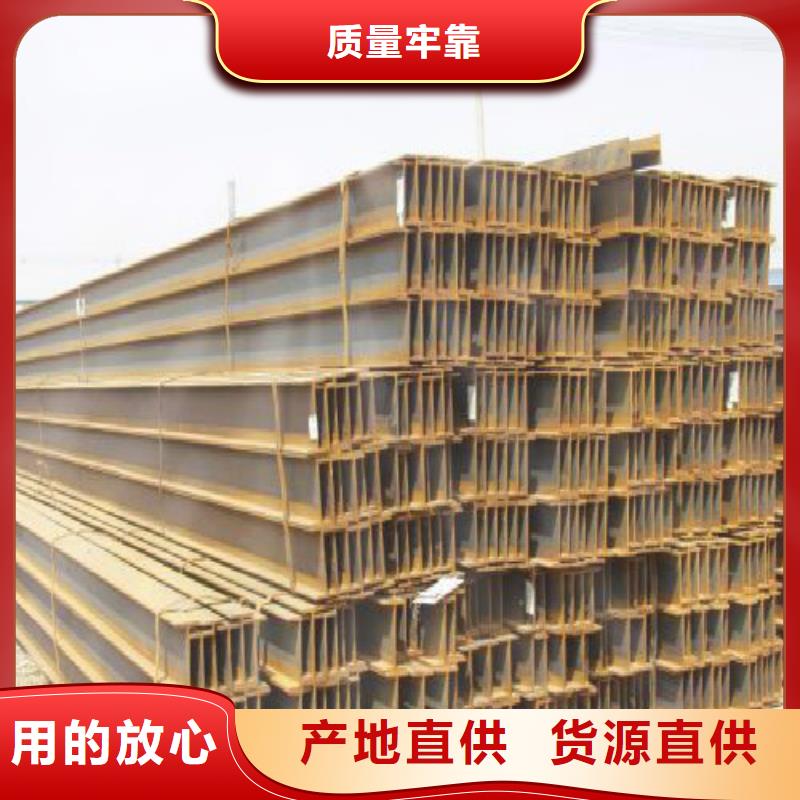
H型钢是一种截面面积分配更加优化、强重比更加合理的经济断面型材,因其断面与英文字母“H”相同而得名。
由于H型钢的各个部位均以直角排布,因此H型钢在各个方向上都具有抗弯能力强、施工简单、节约成本和结构重量轻等优点,已被广泛应用。公司长期销售Q345B型材,只要产品具体有:Q345B槽钢、Q345B工字钢、Q345B角钢、Q345BH型钢;所售产品均执行 标准,适用于工程、煤矿、纺织、电力、锅炉、机械、军工等各个领域。
本公司自成立以来,全体员工本着质量 ,以人为本,诚经营、互惠互利的方针。在广大客户大力支持下,短短几年时间已逐渐成长为资金雄厚、口碑 、货源充足、配套设施齐全的龙头企业。主营Q345B槽钢、Q345B工字钢、Q345B角钢、Q345BH型钢等各种规格的型材产品。
为更好的服务客户扩大经营范围,我公司特开办了上门送货服务,并有专车专人接送洽谈人员前来订购业务。
公司将以优质的产品,良好的誉,低廉的价格服务于广大用户。谨向对我公司给予关怀和支持的新老客户表示衷心的感谢!
并真诚希望与之建立长期的合作关系,互惠互利,共求发展。Q345B角钢,16Mn槽钢,16Mn工字钢,低合金角钢,低合金槽钢,建筑用价廉可为用户订做各类特殊规格,特种材质Q345B角钢,Q345B槽钢,Q345B工字钢,16Mn角钢,16Mn槽钢,16Mn工字钢,交货及时,价钱低,质量优,并附原始材质书或复印件,节假日照旧停业、并可汽运、火运,量大能够在钢厂间接发货。亦可承兑结算。


H型钢组立合格后吊入龙门式自动埋弧焊接机上进行焊接。焊接前应焊缝区域存 在的铁锈、毛刺、氧化物、油污等杂质。首先在两端加装与构件材质相同的引弧板和熄弧板,焊缝引出长度不应小于50mm。再用陶瓷电加热器将焊缝两侧100mm范围内进行预热,预热温度为80到120°C,加热过程中用红外线测温仪进行测量,防止加热温度过高,待加热至规定温度后即可进行焊接。
焊接方法采用门式埋弧焊进行自动焊接。如果板厚小于40mm,则每道焊缝一次焊满,然后进行相应的翻身,如果腹板厚度大于40mm,则每道焊缝一次不要焊满,通过多次的翻身转动,来减少焊接变形。
进行埋弧焊焊接时,焊脚高度应满足设计图纸要求,焊接过程中应观察焊丝的位置,及时调整,避免焊丝跑偏。焊接过程中如发生断弧,接头部位焊缝应打磨出不小于1:4的过渡坡才能继续施焊。
焊接完成后,除去焊缝表面熔渣及两侧飞溅物,用气割割除引弧板和引出板,将割口 修磨平整,严禁用锤击落。 二、焊接H型钢矫正
焊接H型钢焊接完成后应进行校正,校正分机械矫正和火焰矫正两种形式,其中焊接角变形采用火焰烘烤或用H型钢翼缘矫正机进行机械矫正,矫正后的钢材表面不应有明显的划痕或损伤,划痕深度不得大于0. 5mm。弯曲、扭曲变形采用火焰矫正,矫正温度控制在800到900°C,且不得有过烧现象。钢结构工程是一个系统工程,它包括设计、加工制造和施工安装三个过程。了解钢结构各个组成部分的加工制造过程对于结构工程师而言是十分必要的。钢结构的加工制作与安装均应满足现行 标准《钢结构工程施工规范》GB 50755及《钢结构工程施工质量验收规范》GB 50205的相关要求,钢结构工程的焊接亦应遵照现行 标准《钢结构焊接规范》GB 50661的规定。
现在我们来讲解一下,钢结构工程中使用较多的H型钢加工制作内容。


