

想要更直观地感受桥梁护栏道路护栏畅销当地产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:贵州毕节桥梁护栏道路护栏畅销当地的图文介绍


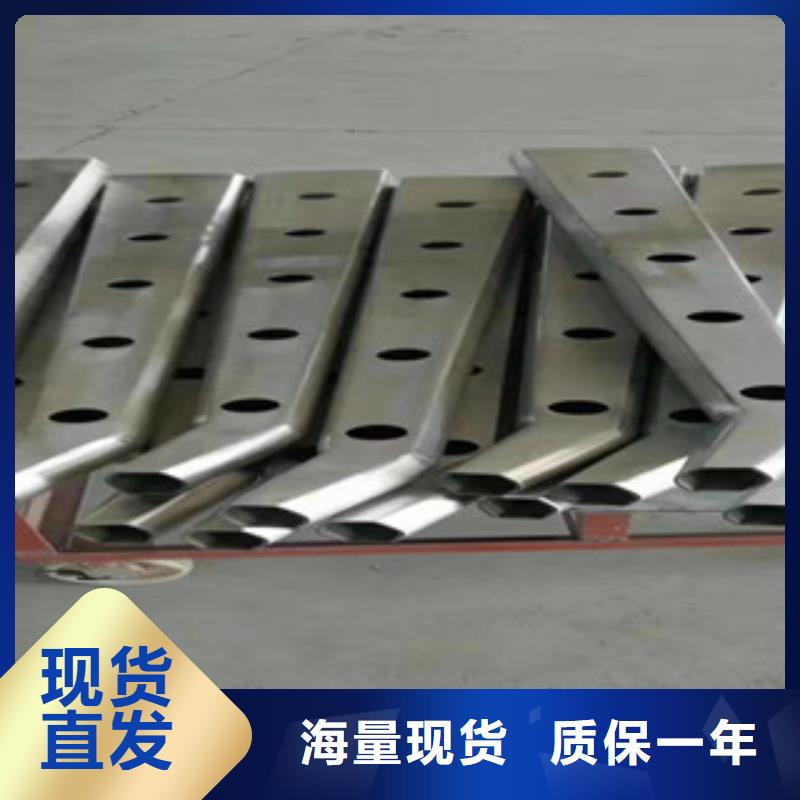
能差、色彩易掉落、污染修建物等要素也成了铁艺护栏的一大缺憾。所以在挑选铁艺护栏时,需求慎重。一般适用于围墙护栏、楼梯扶手、阳台护栏、铁艺门…从古代时期木质的护栏就被广泛适用。 波形梁护栏是半刚性护栏的主要形式。它是一个连续结构,由波纹钢护栏板连接在一起,并由立柱支撑。波形梁护栏坚固灵活,吸收碰撞能量能力强,具有良好的驾驶视线引导功能,能与道路线形及各种设施协调,外形美观,连接简单方便。广泛应用于工业、农业、市政、交通等行业的围栏、装饰和防护。 桥梁护栏是桥梁的重要组成部分。大桥护栏不仅能提高桥梁的美观和亮度,而且在预警、堵塞和防止交通事故方面发挥了良好的作用。桥护栏的主要功能主要有以下部分:桥梁护栏的分离功能:桥梁可以将车辆、非机动车和行人车辆通过桥护栏分开。道路在横截面上纵向分开,以驱动机动车、非机动车和行人,提高道路交通。交通秩序改善了。



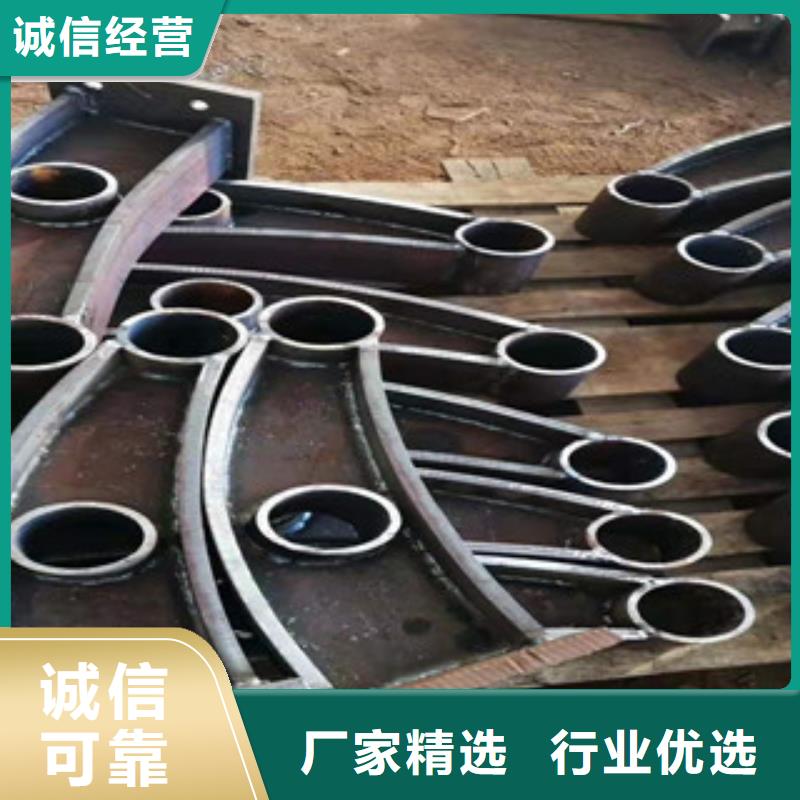
表示,对于在执法中发现问题,河北省加大力度,省公开环境质量恶化严重、治霾不力3个市,省大气公开上半年PM5平均浓度同比不降反升、区域大气环境问题突16个县(市、区)主要负责人。 座落在管材生产基地。我引进国外新技术,专门生产不锈钢复合管、不锈钢复合管栏杆、不锈钢/碳素钢复合圆管、方管、椭圆管、桥梁护栏、景观护栏等系列新材料企业。以自主创新为先导,于2007年成功开发生产以碳素钢管为基体不锈钢外复、内复、内外复系列复合管道,全套生产线自动控制程度、关键设备性能、生产规模及产品质量控制措施等,均具同行业之首。 其中不锈钢外复合圆管辊式龙门矫直系统、圆管表面抛光自动进料控制系统、内衬不锈钢复合旋压模具弹性模量设计等关键技术,均填补了国内同行业设备和技术空。生产咨询:“下一步,我们将加力加码治污,深入抓好攻坚行动治理任务落实。 表示,河北省将对唐、保定、邢台、邯郸等6市开展,并对已完成市开展“回头看”。期间,将组织近700人专项队伍进一线驻点,严厉打击排污、偷排偷放、监测数据等环境行为。 不锈钢复合管简介:不锈钢/碳钢复合管,是由不锈钢(SUS304)与优质碳素结构钢(Q195-Q23SPCC)等双金属,经高科技同步复合焊接而成,产品兼具不锈钢卓越美观华丽外表,抗腐蚀性能和碳素钢结构强度大诸多突优点,与纯不锈钢管相比,节约了成本,增加了强度。

首要用砂纸把锈处打磨平坦,锈迹磨掉,显露光亮的防撞护栏外表, 次粉刷要粉刷防锈漆均匀粉刷,粉刷结束后待油漆干枯后再粉刷第2次,第2次选用聚酯型面漆相同均匀粉刷,要留意外表润滑,待油漆干枯后功德圆满。假如防撞护栏老化严峻的话就要考虑替换新式的了。 其次定时的保养保护是不行短少的环节之一,选用定段定时保护,将间隔持久的防撞护栏产品,进行专业的别离,路途保护施工人员,在定时的检测高速公路的过程中更应留意两边的护栏是否有破损、开焊或是严峻腐蚀现象,呈现这种问题,应该及时奉告高速路途管理中心。让其派转专业保护人员进行现场整理、替换或是其他方面的保养作业。 终将生锈的告高速公路护栏详细尺度记录下来,并使用击打锤在围栏上测验详细的耐性,若发作大面积的掉漆、或是腐蚀现象,那么证明此处的防撞护栏现已被严峻的腐蚀,内部金属元素的软弱程度可想而知。 的办法是及时替换废旧围栏护栏产品。依据详细公路施工面积,选用新的护栏进行实践装置。


焊接时尽量做到不摆动、 多道焊接, 以减少焊接过程中的成分稀释。 不锈钢复合钢管的焊接坡口原则上采用机械加工, 在施工现场时也可采用等离子弧切割和火焰切割等方法来加工坡口, 但是需要留有足够的加工余量以备坡口加工面的氧化层和过热层。 从焊接工艺的角度,不锈钢复合钢管可以采用焊条电弧焊进行焊接, 也可以采用埋弧焊结合焊条电弧焊的焊接工艺。 内衬不锈钢复合钢管过渡层的熔融金属成分复杂,为了使金属成分的梯度不至于过大, 因此, 采用热输入稍大的 SMAW 焊。 过渡层焊接的焊条宜选择工艺性能较好的酸性焊条 E4303, 标准 2.5 mm。 不锈钢复合钢管采用 V 形坡口单面焊接工艺时, 基层部分的焊接也应选取高铬镍奥氏体焊材, 否则会在基层与过渡层及坡口部分焊缝熔合区形成马氏体组织, 甚至出现微裂纹。 为减小焊缝金属熔合比, 基层焊接应采用较小的焊接线能量分道焊接, 尽可能地减少电弧在坡口处的停留时间。



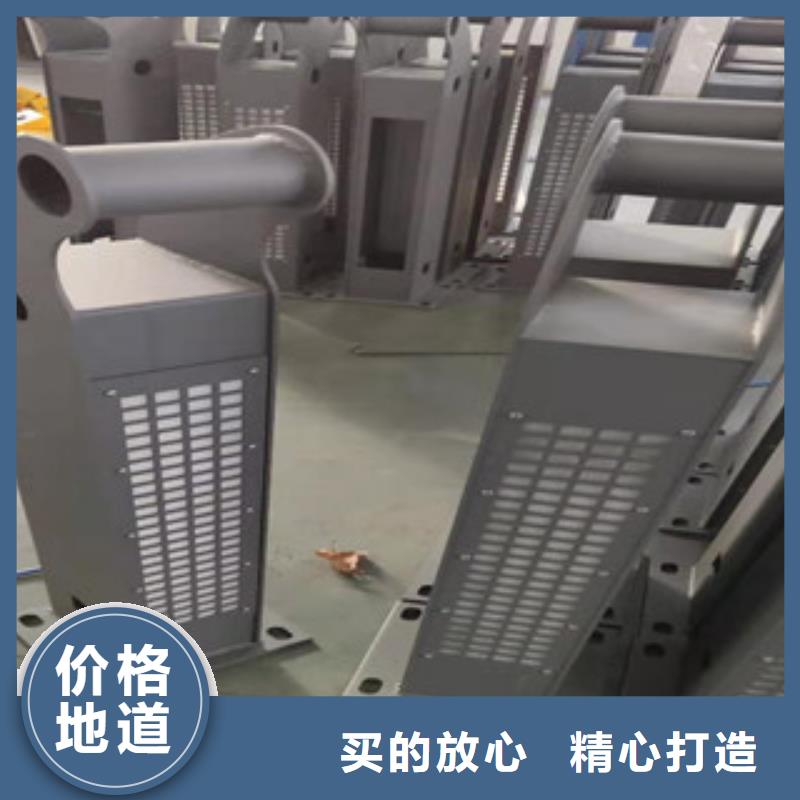
科阳金属制品(毕节市分公司)专注于【立柱桥梁防撞护栏】设计研发、生产制造以及销售,公司一直秉承着:用心铸就品质,诚信决定未来,服务即是生命的经营理念立足市场。不断发展,不断创新。公司具有先进设计研发技术,先进的设备,还有一批高素质的技术人员以及独有的经营理念不断突破创新与时俱进,打造行业高标准。 公司在开发区工业园设立了工厂,营销网络遍及全国,能够为客户提供快速**的服务。目前,公司产品的畅销中国,并出口到欧美、中东等地区。科阳金属制品(毕节市分公司)力助客户商业成功,欢迎洽谈。


内衬不锈钢复合钢管基层为Q235B, 因此采用 SMAW 的方法, 焊条选择准 3.2 mm 的 THA302 为合适, 既可以保证焊缝金属的强度, 还可以保证其塑韧性。 内衬不锈钢复合管在焊接时首先进行下料, 必须采用车床, 锯床等冷加工机械进行下料, 严禁使用火焰或等离子等切割工艺, 接着对内衬不锈钢复合管的焊接面进行焊缝坡口处理, 焊缝坡口的加工一般须采用专用坡口机, 车床等冷加工机械, 严禁采用火焰切割等热加工方法加工, 然后对内衬不锈钢复合管的坡口进行整形, 以内径尺寸为准, 采用内芯整圆的方法, 使焊接坡口处复层的椭圆度偏差符合要求。 焊接不锈钢复合钢的焊工需要具备焊接基层和复层母材的焊工资质,焊接过渡层的焊工同时还应具有耐蚀堆焊资质。 施焊之前必须有合格的焊接工艺评定。 焊接工艺评定编制前, 必须明确所要选取的焊材、 焊接顺序、是否要求焊前预热及焊后热处理。


